ELRi
Edwards range of liquid ring pumps continue to provide the optimum solutions for many rough vacuum applications in the chemical and process industries. Built to last, the general reliability and low maintenance of these pumps offer the best solution when it comes to pumping wet gases or particulates.
We have taken this proven liquid ring technology one-step further. By adding intelligence and an injecting innovation, we have now developed a new range of liquid ring pumps- ELRi series.
Pumping Speeds
740, 940, 1050 m3/h
Final Pressure
25 mbar
Variants
Standard, Heavy-Duty
Nominal Capacity
Dry
Saturated
Ultimate Pressure (Absolute)
Nominal installed motor
Dry Weight
Inlet / Outlet
Units
m³/h
m³/h
mbar
kW
Kg
ELR 750i
740
910
25
18.5
820
EN1092-1/01/B1/DN100/PN10
ELR 950i
940
1090
25
26
885
EN1092-1/01/B1/DN100/PN10
ELR 1050i
1050
1140
25
37
900
EN1092-1/01/B1/DN100/PN10
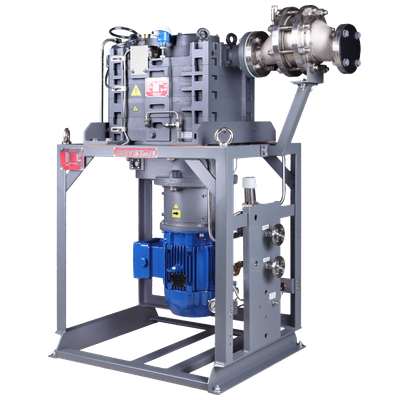
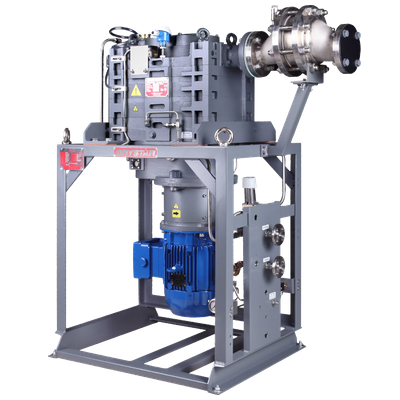
The technical features are of central importance in this new development. The stainless steel impeller, endplates, liquid reservoir and heat exchanger makes this pump highly resilient against corrosion and harsh process gases. The internal injection channels reduce the risk of leakage while the horizontal motor flange arrangement saves previous time on maintenance. Use of mechanical seals also ensure reliable operation by preventing leaks as well as extending service intervals. All this state-of-the-art technology contained a compact noise cancelling study canopy protecting and extending the lifetime of the electronic components.
Equipped with just not one but two VSD. While the main VSD matches the speed of the pump to vacuum level by adjusting its speed, the second VSD regulates the water flow through the centrifugal pump according to the operating conditions to avoid risks of cavitation. A patented algorithm always maintains a perfect harmony between the two VSD’s ensuring optimal performance.
In addition, it is protected against automatic seizure, so users do not have to worry about the pump seizure after long periods of inactivity Single-phase and three-phase motors are available on all models, and special motors (eg. Flameproof) are available on request.
Made for applications which are wet, humid as well as corrosive, this product offers a range of features and benefits that will distinguish itself from other competitor pumps in the market. From the ability to optimise processes to save energy, ELRi complements our range of solutions we offer for the industrial and rough vacuum markets.
While the standard range of pumps is a perfect solution for general industrial applications, our Heavy-Duty range is designed with all process wetted parts to be stainless steel. All pumps are also fitted with spray nozzles as standard which are particularly useful for high steam load applications allowing to pump increased capacity of gas load.
The ELRi is a single-stage, total recovery liquid ring vacuum pump available in pumping capacities - 750, 950 and 1050 m³/h. Based on proven Hick Hargreaves technology, the ELRi series is a compact powerhouse with improved performance.
The ELRi is available in two variants – Standard variant with Plates-type heat exchanger and the Heavy-Duty variant with a Tube and Shell heat exchanger for the more corrosive and dirty applications.
The integrated Air logic controller not only enables the monitoring of important features and parameters of the pump but also offers the option of set-point control. This allows users to have a vacuum pump that matches the process demand saving energy. While the ECOntrol box even allows to connect and control multiple ELRi pumps, the Icon Box enables smart monitoring and remote controlling ensures optimal servicing to get maximum uptime with your pumps. Along with this, water consumption is also reduced as the separator is only filled up when required.
To ensure your ELRi Liquid Ring vacuum pump maintains optimal performance and reliability, we offer a wide range of service solutions, tailored to meet your needs. Our Preventative Maintenance service packages are designed to keep your pump optimised at all times.
Thanks to the incorporated AirLogic® controller and ICON box connectivity, many servicing and maintenance actions can now be performed by the operator. The modular and accessible design of the pump makes these actions simple and saves you time.