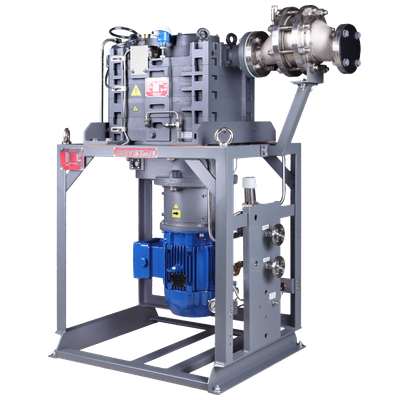
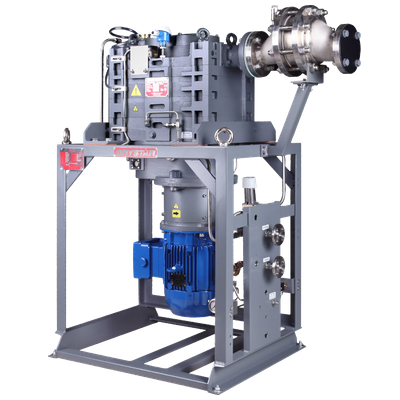
RV
Edwards RV series' is considered by users around the world to be the most robust and realiable vacuum pump in its class.
It's unique engineering design and manufacturing technology have made it successful in the widest ranges of applications from clean physics to wet chemistry.
The Edwards RV is a solid short, mid and long-term investment for it's users, and is also available in Atex, Fomblin and Remote Control variants.
Pumping Speeds
3, 5, 8, 12 m3/h
Final Pressure
Up to 2x10-3 mbar
Special Versions
Atex, Fomblin, PFPE
Silent
With only 48 dB(A) and very low vibration levels, it is the ideal laboratory primary pump.
Performance
Excellent vacuum levels, even with Gas Ballast, for clean and wet chemistry applications.
Robust
Manufactured from robust materials as well as a robust design for harsh applications.
2x1
Two-in-One
The RV combines the advantages of one-stage and two-stage pumps, thanks to the unique mode selector.
Vapour Handling
With up to 220 g/h of vapour pumping capability and flexibility for your process.
Simple Maintenance
One-size Allen key to dismantle all parts with self centering and fully interchangeable components.
Peak pumping speed
Ultimate vacuum
Ultimate with gas ballast
Water vapour handling
Noise level at ultimate
m³/h
mbar
mbar
g/h
dBA
RV3
3.3
0.002
0.03
220
48
RV5
5.1
0.002
0.03
220
48
RV8
8.5
0.002
0.03
220
48
RV12
12
0.002
0.03
290
48
As well as offering excellent vacuum performance with low noise levels, the RV is designed to better handle harsh application and last longer.
Particulates (dust), condensible vapours (water vapour, chemical and solvent vapours), high inlet operating pressures and/or high ambient temperatures are often requirements for small laboratory or even industrial pumps.
The combination of materials of construction inside the pump, the internal design and the manufacturing process - which are all unique for the RV pump - have allowed the RV to be considered as the most robust, reliable and longer-lasting pump in its class by customers worldwide.
Dust is not good in oil-sealed rotating machinery, and can lead to lack of lubrication and premature wear.
RV pumps have are supplied with an inlet seal and integrated inlet mesh filter assembly. Optional ITF20K inlet dust filters can be used for harsher duties.
Oil ways in the pump mechanism are up to 5 times larger in diameter compared to other pumps in the market, and help reduce the chance of blockage and subsequent lack of lubrication.
High ambient temperatures can cause oil to break down (oxidise) and lose its lubricating properties, leading to premature pump wear.
RV pumps have an efficient air cooling system with a large fan, a quality motor with high temperature bearing grease, and uses high quality Ultragrade 19 oil which resists oxidation.
Vapours condensing in pump oil leads to poor lubrication, increased wear of moving parts and loss of vacuum performance.
The RV is designed to run hot and has a two open position gas ballast valve to allow the highest gas ballast flowrates of any similar sized pump. The RV pump has great flexibility to operate on applications as a high-vacuum mode or as a high-throughput mode.
All two-stage pumps have to "compromise" the oil lubrication system to achieve good ultimate vacuum, but if the pump is operated at high inlet pressure or with high vapour loads, the high vacuum stage will suffer from oil starvation and high rates of condensation of vapours in the oil. Edwards unique "Mode Selector Switch", in combination with gas ballast position GB2, allows the pump to handle the highest vapour loads of any pump in its class without any wear or loss of lubrication.
Most pumps give some form of protection against air or oil-suckback on power failure, but designs and effectiveness vary considerably.
The RV uses a simple and effective fast-acting mechanism that closing the inlet valve in less than half a second. The valve has "controlled" opening on power startup so that the system vacuum will never see a pressure surge on startup.
The combination of the above gives the best anti-suckback protection of any pump in its class.
The RV uses a high-quality "universal" motor to cover the widest possible voltage and frequency range from a single motor and are designed to give low noise levels.
Single-phase and three-phase motors are available on all models, and special motors (eg. Flameproof) are available on request.
A one-size Allen key is used to dismantle all parts of the RV pump. All rotor and stator parts are completely interchangeable and can be ordered separately.
All parts are self-centering and no specific tools or skills are required to obtain the right tolerances.
Edwards provides a full range of highly-quality accessories specifically designed for the unique RV pump. The right accessories, used in the right way, can maximise the reliability and intervals between oil changes and services, and are designed to keep the performance of the RV pump at a maximum.
Pump
RV Pump
Accessories
Nozzle Hose Adaptor
Centering Ring
Clamping Ring
Exhaust Mist Filter
Oil Return Kit
Foreline trap
Inlet Strainer
P3 handheld Pressure gauge
APG100 Pirani
ADC Pressure Display Controller
Speedivalve
Spares
Ultragrade Oil 19
Clean & Overhaul Kit RV
Blade Kit RV
Oil Mist Element EMF
Oil Odour Element EMF
Alumina